-
The welding supply suggested the 1/6" and I like it much better - except when welding the 16ga primary tubes to the 3/8" flanges. -
Yeah it would be easier to weld that stuff if you used smaller tungsten, but i cant be too sure, ive only used tungsten smaller than 1/8" a few times when i welded two pop cans together, but i couldnt work for you anyway, your too far away, im located in pa lolLeave a comment:
-
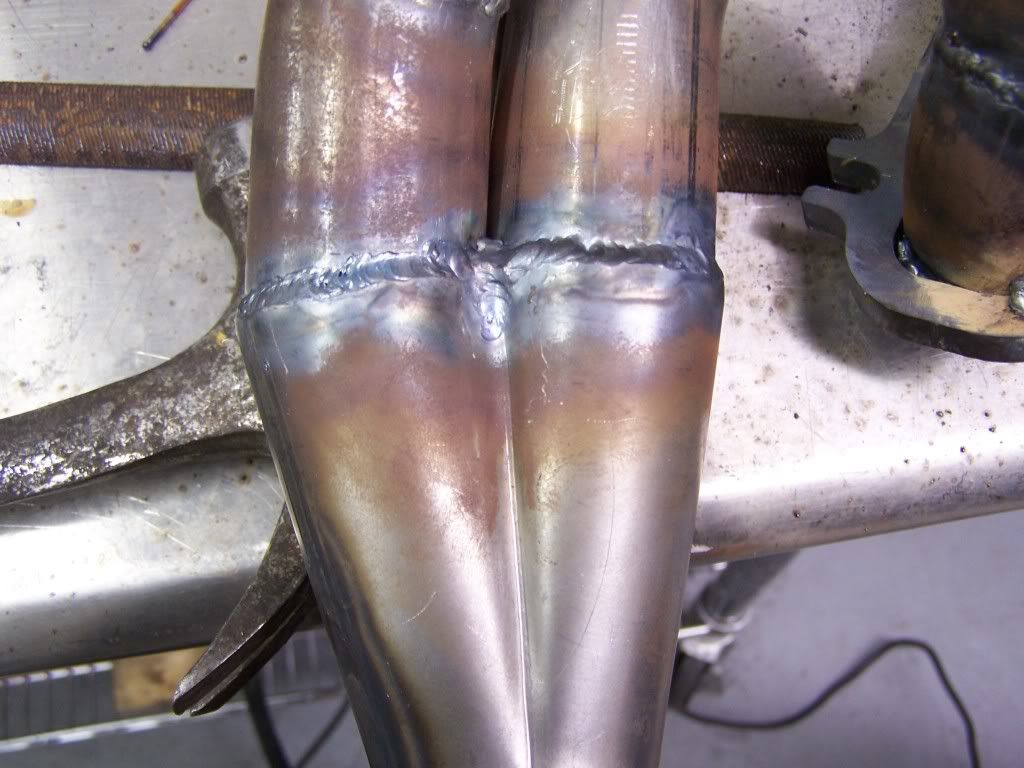
Well it's a formed collector and doesn't fit the pipes properly, there is irregular gaps and some large areas to fill. Lap welds, butt joints and corners are easy compared to collectors lol - this is why none of the commercial header companies use a TIG.
There is no way to make most of the welds with 2 passes. Often the primary will have to be flipped over even in the process and the welds are actually going away from each other.
I wish there was a way to get a single pass, but with the remote, it's not like the MIG that I could walk around with the pipe vertical.
I am still learning, though, and even since those pics, the welds look much better. Those were actually practice pieces and the close up is the first time I ever used my machine - the tungsten was much too large (8th vs 16th) and was trying to get a feel for it.
The price these headers are selling for (even at full price) would barely pay the rent at the shop if that's all I did every day lol, don't know about hiring anyone just yet.Leave a comment:
-
I dont understand what phases you are talking about,
and yes ForcedFirebird I have welding for at least 4 hours a day for the past 4 years (although i havent lately) and have gained all the knowledge that has to do with it, and that is considered 6G welding, it is the most difficult type of TIG welding, but yes i can do it and do it well, i actually went to a competition for 6G through the tech school i attended in high school, I had to gap it and use 1/8" pipe and TIG weld the root pass than 7018 stick over top for face, the tig you could stop twice and the stick you had to do all in one pass, sadly the people welding for around 40 years beat me,
And its only 6G if its fixed at a 45* angle and you should only start/stop twice, doing half at a time.. and if you cant get the right angle than turn up the argon and let the Tungsten stick out more to try to get a better angle..
A formed collar im guessing you mean just like your headers? Yes its basically just a lap weld, its simple...Leave a comment:
-
Those are text book welds.
Have you ever TIG'd a formed collector to a set of pipes? I'll see about taking some pics of my straight welds on flat stock.
It is very difficult to weld round pipe as well since you have to have several stops/starts and often the other primaries get then the way of having a proper angle on the torch and filler.Last edited by ForcedFirebird; 01-20-2010, 08:05 AM.Leave a comment:
-
Yep, hard to take good pix of em, to show how nice they really are, but here are some crappy pics,
16ga t-plate, stainless TIG no filler

1/8" lap-weld, steel TIG with filler

1/8" corner-weld, aluminum TIG with filler

Got some other ones laying around somewhere,
And ForcedFirebird, i saw yer tig welds on the previous page, are you gapping the pipe?, than tacking the pipe to hold the gap, than welding around? If your using filler you should gap to the thickness of the filler rod to get a strong weld that has penetrated because if you dont gap it than you wont have as much penetration making it weaker, and I see some contamination inclusion on the one photo (looks like little dots), dont forget to thoroughly clean the metal, and if you dip the tungsten in the puddle you have to regrind it to remove the contaminates... I see some are to hot and some are to cold, once you find a good Amperage, speed and filler timing down than the welds will flow alot smoother, better looking as well as stronger...Last edited by slinky; 01-20-2010, 03:18 AM.Leave a comment:
-
You guys should hire me, i can do mig, tig, stick, and oxy-fuel welding/cutting and make any weather flat, horizontal, vertical up/down, or overhead look like a machine did itLeave a comment:
-
It is my old Weller soldering pen and stand. It has been overheating for some time and almost screwed the spring part to the desk, but figured once again portability is nice.
Thanks for the compliments
Leave a comment:
-
I would rock that in my engine bay! (if I had an L body with a 3x00 in it)Leave a comment:
-
Is that a soldering pen holder or do they make those for welding tips too? Good idea eithe way Lookin good!
Leave a comment:



Leave a comment: